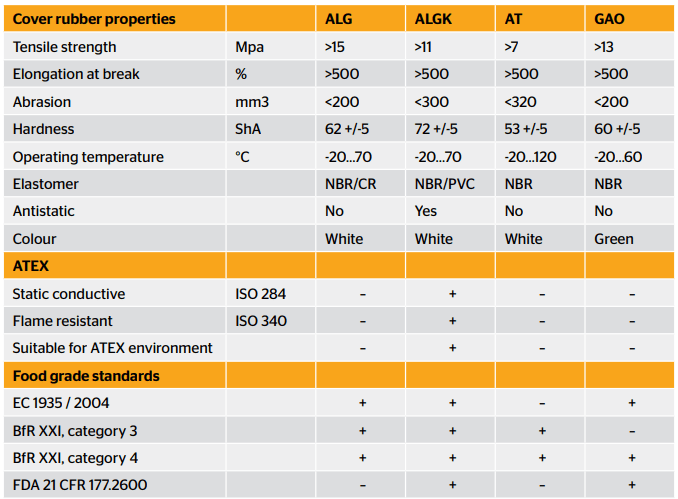
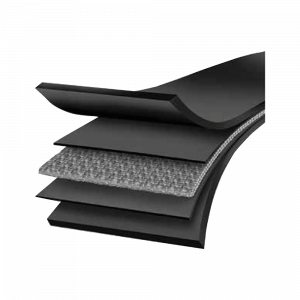
ALG, ALGK
The two of our white oil-resistant belts are well suited for food processing applications like sugar and malt
handling. The ALGK variant additionally features flame-resistant and static conductive covers and is therefore
also suitable for ATEX certified environments. The ALG and ALGK variants both comply with European norms
regarding food processing (EC 1935/2004 and BfR XXI, category 4). ALGK also complies with the FDA21 CFR
177.2600 standard.
TERMO AT
AT is a white, heat-resistant (120°C) belt quality for the food industry and it complies with the food grade
standard (BfR XXI, category 3). AT is often used e.g. in applications where steam cleaning or warm process
takes place.
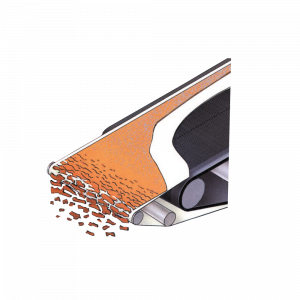
GAO
Belt with green oil-resistant covers comply with food grade standards BfR XXI, category 4 and FDA21 CFR
177.2600. GAO is used e.g. in olive handling, and often in inclining conveyors. In order to prevent the material
sliding back different cleat designs can be used
 | SUGAR: Factories, warehouses and ports Flame resistant and static conductive if requested Grade: white ALGK and ALG |
|---|---|
 | CEREALS, MALT, FLOUR: Warehouses, mills and breweries Flame resistant and static conductive if requested Grade: white ALGK and ALG |
 | SALT: · Salt mines and production units Temperature resistant if requested Grade: white AT, ALGK and ALG |
 | OLIVES: · Olive handling and processing · Good oil resistance · Grade: green GAO |